Electronics in Textiles: The introduction and future of IoT in textiles
Electronics in Textiles: The introduction and future of IoT in textiles
Elements that are used in e-textiles
The impact of technology in the textile industry has expanded and progressed massively over the
years. Due to phenomenal advancements, the textile industry is continuously evolving with new
innovations, with the latest advancements being the introduction of Internet of Things (IoT) as an
integral part of the textile process and products.
‘E-textiles’ is the concept of introducing electronics and interconnections by weaving it into the fabric itself. This possibility has widely opened up the future of textiles. It is estimated that the overall market for smart textiles will cross the USD 5.3 billion mark by 2022, at a CAGR of 28.4%. IoT has inevitably become more relevant in the era of COVID-19 pandemic and will continue to do so post the COVID-19 times.
With the introduction of IoT in textiles, the possibilities of innovation have received a fresh boost. Here are a few terms which are catching up amongst the masses:
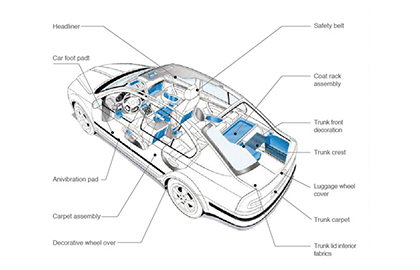
Wearable technology:
Referred to as ‘wearables’, wearable technology is a category of hands-free gadgets that can be embedded in clothing like gloves and jackets or can be worn as an accessory. These fabrics and clothing come with microprocessors that are made wi-fi enabled and can be connected to other clothing/devices through the internet.
Textile batteries:
A textile battery is a newly-developed concept of a wearable battery that seamlessly integrates within fibres. As comfortable as they sound, these batteries eliminate the need for carrying physical electronic devices. Nanotechnology in textiles is one of the major accelerators in these fields, as new-age polymers have increased capabilities of thermal, magnetic, electrostatic, luminous and chemical properties.
Intelligent clothing:
This is one of the most interesting concepts in the field of IoT in textiles as it enhances functionality beyond the traditional usage of clothing. Brands like Tommy Hilfiger and Ralph Lauren have started embedding technology into their new collections and are trending in the market.
Textile computing:
Computational textiles are attracting a large number of customers due to their high-end features. Clothing can be used to not only monitor performance but also take inputs from the surrounding environment and analyse and react accordingly. Apparels like smart socks, smart sleepwear and smart shoes are being produced by fashion labels with an attempt to promote tech as part of a healthy lifestyle in textiles.
These concepts have the potential to radically transform the whole industry of textiles, as they are not just catching up in hardcore tech uses like military and healthcare, but are being introduced in daily wear and fashion as well as sports, entertainment and manufacturing industries.
Since smart textiles go beyond the traditional designs of fabrics, they require smart materials and advanced technology in order to build proper functionality.
Some of the elements that are used in e-textiles include:
Conductive Fibres
Conductive fibres have proven to be revolutionary in the application of electronic textiles. A conductive fibre refers to an electrically conductive element having the structure of the fibre. They have a wide range of functions such as electromagnetic interference shielding, infrared absorption, and antistatic applications. Various companies like Swiss-Shield (based in Switzerland) are successful in producing metal monofilaments that are made of copper, bronze, gold, silver, and aluminium. These monofilaments are then structured into base yarns like cotton or polyester. The Textile Research Institute of Thuringia-Vogtland also uses Nylon 66 threads that are coated with a thin silver layer to generate conductive threads.
Conductive Fabrics
Conductive fabrics are materials that are created from, coated or blended with conductive metals like gold, carbon, titanium, nickel, silver, or copper. There are numerous ways of producing electro-conductive fabrics, one of them being weaving. Woven fabrics are structured with multiple layers, hence can be used as elaborated electrical circuits. The British company Baltex makes use of the knitting technology to incorporate metal wires in textile structures. Thermshield LLC (Niagara Falls, NY, USA) utilises metals like copper, silver, and nickel for producing metallised woven nylon fabrics.
Conductive Inks
A path-breaking concept in the field of e-textiles, conductive inks are those that result in a printed object which produces electricity. They are created by infusing graphite or other conductive materials into ink and are typically water-based. Several technologies are available for printing conductive materials, including screen printing and sheet-based inkjet. Electronics can be fabricated through the screen printing method as this process is able to produce thick-patterned layers from paste-like materials. The researchers at the University of Southampton recently developed bio-potential sensing systems with dry electrodes and conductive ink for their medical applications. They used silver inks to print non-woven textiles and created wearable health monitoring devices.
Sensors
Textile-based sensors are the ones which change their electrical properties due to environmental impacts. They are an emerging platform for the coming generation and they hold considerable potential in transforming the textile industry. There are several kinds of sensors such as stretch sensors, breathing sensors, and pressure sensors that textiles react to.
Wearable Antennas
The antennas that are specifically designed to be worn are known as wearable antennas. For example: Bluetooth-integrated smartwatches, Google Glass with GPS and Wi-Fi, and GoPro Action Cameras. In recent times, this technology is increasingly gaining popularity because of its uber-cool features. They are flexible, lightweight, inexpensive and even low maintenance. Patria, a Finland-based company, develops textile antennas with the help of industrial fabrics and conductive fibres.
In a sense, we can say that wearable technology and intelligent clothing are the future of the textile industry. Who wouldn't want to wear smart fabric control devices that will charge their smart device by placing them in the pockets? Some of the big names in the smart textile industry who are exploring these facets include Intelligent Clothing Ltd. (UK), International Fashion Machines Inc. (US), Interactive Wear AG (Germany), Schoeller Textiles AG (Switzerland), Textronics Inc. (US), and Vista Medical Ltd. (Canada).
However, the full extent of its possibilities is yet to be discovered and what we see today is just the tip of the iceberg.